Bonjour フランスから3D プリンタ情報をお届け! Precision TEST No.001 を受け、再検証用の2回目のテストを行いました。 テスト環境 Condition 対象ワーク Work Dimension 造形配置 Positioning 造形条件 Slice configuration テスト結果 Result 評価 Conclusion 1.テスト環境 Condition 2020 05 10 22℃ Same Machine & Resin 2.対象ワーク Work Dimension 前回Test No.001 と同じ ①20x20x20㎜ 立方体■ ②D20㎜x15㎜ 円柱● ③階段形状 5-10-15(Z Pitch 5㎜) 3.造形配置 Positioning ①に関して、今回はNOVA Makerが指示した自動配置により 15° 傾いた配置で行った。前回結果から、XとYの寸法に誤差があったため、同位置寸法にするための解決策になるかどうかの検証である。 4.造形条件 Slice configuration 【last Test B.L.=40s, E.T.=4s 】 今回はElegooの推奨条件で造形する <Recommendation of Elegoo> Bottom Layer 60s , Expose Time 8s 5.テスト結果 Result Inspection 2020 05 12 【Last result】 ① ■ 立方体 X-1=20.02㎜ 【19.94 】 X-2=19.95㎜ 【19.87】 X-3=19.94㎜ 【19.87mm】 Gap X1-【X1】=0.08 X2-【X2】=0.08 X3-【X3】=0.07 Y-1= 20.12 ㎜【20.06】 Y-2=20.01㎜【19.97】 Y-3=20.00㎜【19.97】 Gap Y1-【Y1】=0.06 Y2-【Y2】=0.04 Y3-【Y3】=0.03 Z=19.70㎜ 【19.715】 ② ● 円柱 Dx-...
Bonjour フランスから3D プリンタ情報をお届け!
「03メンテナンス編」
と題して初めての3D光造形編の3部構成の締めとなります。01 準備編 はこちら
02 加工編 はこちら

- あとかたづけ
- 電源オフ
- リセットスイッチ
- 造形不良 からの復帰
- FEPフィルム交換
- 液晶交換
1. あと片付け
造形終了後は、後片付けという一仕事があります。ここは積層FDMタイプと大きく異なるところで、より手間が掛かるのが「光造形」です。
レジンの片付けの際は、必ずゴム手袋をして下さい。低アレルゲン以外のレジンはアレルギー反応を起こす可能性があると言われています。注意下さい。

PF (プラットフォーム)

造形物を取り外したプラットフォーム(PF)は表面に付着した造形物のカスやサポート痕などはしっかり除去します。傷を付けないように表面の異物を除去し、付属のプラスティックのスクレーパーなどで残りかすが無いか確認して下さい。
これが残っていると次回の造形時に液晶との間に入り込み、トラブルの原因となります。
全体に付着したレジンはティッシュなどで完全に拭き取ります。水洗いレジンの場合はPFごと洗浄できます。

濾した残りの液は、元の容器に移すか、それ専用のボトルを用意して移し替えて保管します。
VAT自体は、ティッシュなどで残ったレジンを綺麗に拭き取って下さい。
裏面に付着レジンが残ると、次回造形時に液晶画面に触れて、傷や汚れの原因となります。
 |
| 自分はジャムの瓶と使い古した茶こしでレジンを回収しています。 付属のプラスティックスクレーパーはVATのFETフィルム上を清掃するのには欠かせません! |
汚れていなければ、そのまま。万が一液だれなどがある場合にはしっかりと拭いて下さい。キムワイプなどホコリの出ない拭き取り用の使い捨て布があると便利です。無ければティッシュで傷が付かないように優しく拭いて下さい。
最後にPFを取り付け、フタをしてホコリから内部を保護します。これで本体の片付けは終了です。
2. 電源オフ

電源ボタンを長押しすると、電源オフモードの画面になります。Power Off 操作で完了です。間違えてリセットボタンを押さぬよう気をつけて下さい。これを押すと出荷時に設定されたPF加工開始位置がリセットされてしまいます。
3. リセットボタン
前項中、万が一これを押した場合は加工開始位置を再設定しなければなりません。水平設定は狂っていないなので、高さ位置だけ再設定します。以下のサイトでわかりやすく説明があるのでそちらを参照下さい。
上記の解説は、水平方向のキャリブレーション調整が含まれるので、間違えてリセットボタンを押してしまった場合はボルト調整などは必要ありません。液晶画面上だけでZ位置の再メモリ操作だけ参考にして下さい。
以下はよくあるトラブル対応と、消耗品関連の情報です。
4. 造形不良 からの復帰
造形が終了してプラットフォームを確認したら「うまく造形されてなかった」事はよくあります。原因は様々ですが、再造形を開始する前にしなければならない復帰手順を紹介します。
こちらは通常の後片付けと同様、既設の失敗作を綺麗に除去して下さい。
問題はこちらです。VATのFEPフィルムに失敗作がこびりついています。これはシートへ密着しているため簡単に剥がれません。無理に剥がすとシートを傷つけます。これを取り除く方法です。
- まず初めに残ったレジンを通常の片付けの手順と同じく、濾紙(茶こし等)で濾しながら別容器に移します。
- このときVATに少量(1㎜程度)レジンが残るようにします。
- つぎに造形時と同じくVATをセットします。VATの裏側にレジンが付着していないかよく拭いて確かめて下さい。液晶を守るためです。
 |
| [Setting]→[LCD Screen Check]→[▶] |
- セットが完了したら、Setting画面で「LCD Screen Check」を選択、つぎにスクリーンチェック機能を開始します。これは加工開始時に液晶の照射に不備が無いか確認するモードで、10秒間画面全体に紫外線が照射されます。これを3回ほど繰り返します(合計30秒)。するとVAT底面全体に先ほど残したレジンが硬化して、薄い膜を形成します。造形失敗時に残ったカスは、この中に一緒に取り込まれ、一体化します。出来た薄い膜は端から優しくプラスティックのスクレーパーで剥がします。力は要りません。大まか取れたら、最後に細かいカスが無いかスクレーパーで確認、異物を全て取り除き完了です。
- 30秒の目安は、自分が使っている水洗いレジンの場合なので、使っているレジン、またはこびりつき具合で異なる場合がありますので、照射時間は色々試しながら作業を進めてみて下さい。

暖めた牛乳が膜を作るように、照射テスト後に膜が形成されるので、その膜を優しく剥がします。

以下は消耗品情報です。
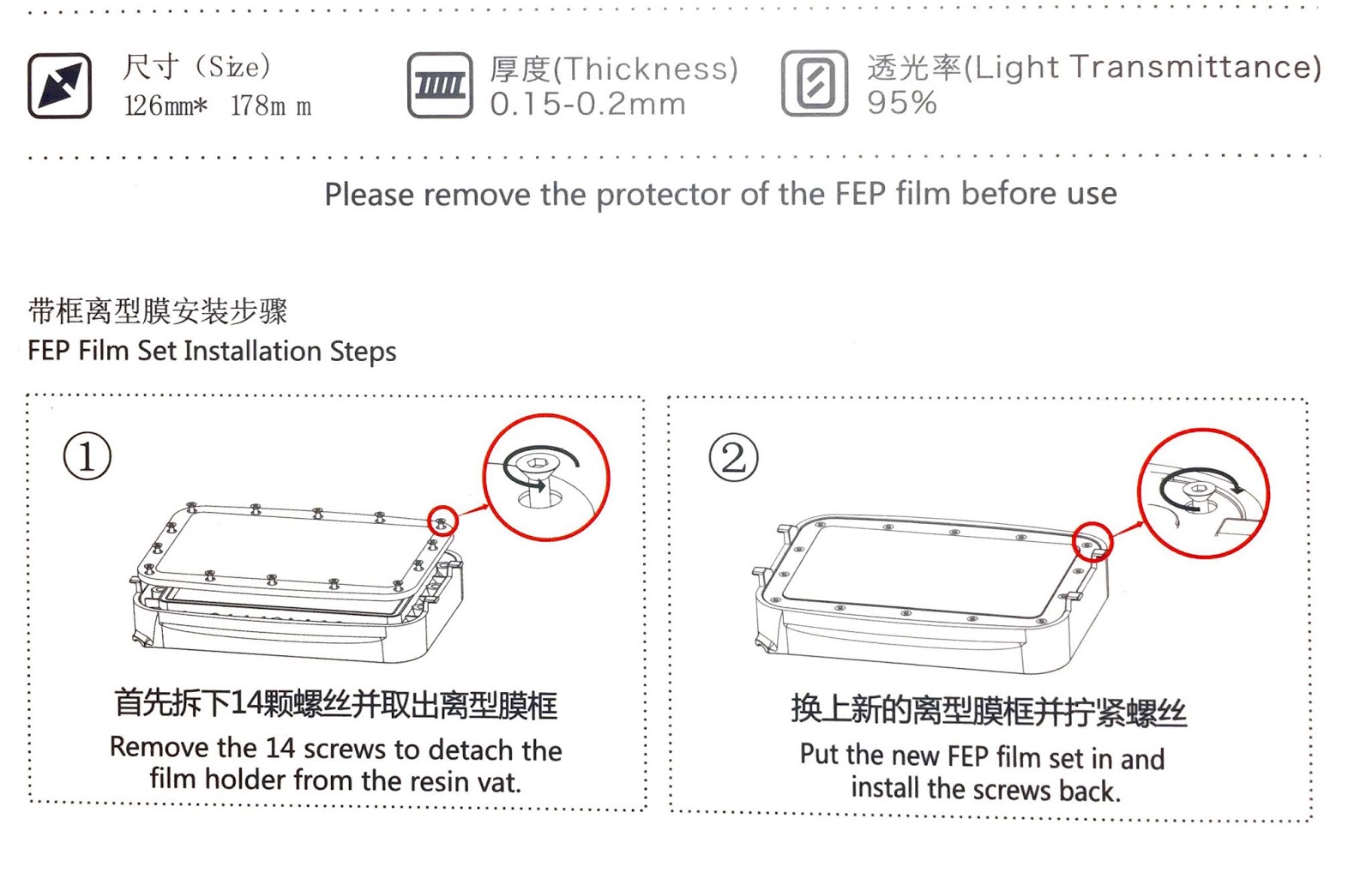
5. FEPフィルム交換
これは購入時に取り替え用が準備されていますが、消耗品となります。このシートは常に「造形による樹脂の貼り付き〜引き剥がし」を繰り返すので、引き剥がし時に引っ張られ、消耗します。造形頻度や造形の種類、形状により異なりますが、ひどく消耗が進むと均一に張られたシートが伸びたり歪んだりします。こうなると精度や造形の不良を引き起こす原因となるので、交換が必要です。Elfinの場合は取り付けシール枠一体型なので、フィルム単体の交換ではなく、シール枠ごと交換するのみです。
消耗を避けるために、
- 常に同じ場所で造形しない
- 狭い面積の場合は端で行う
など工夫されている方もいます。細い物の造形の場合、集中的に1カ所に力が掛かるため、ピンホールなどが発生し、「微量ずつレジンが漏れ出し、液晶が全損した」などという例も聞いています。メンテナンス時はシート表面のチェックも忘れずに!
6. 液晶交換
液晶パネルも消耗品です。液晶を利用した画期的なシステムにより安価に機器購入が可能になったわけですが、液晶はそもそも紫外線、および温度に弱い弱点があり、その二重苦を機械の中で背負っています。使用頻度により一概にいつまで良好な状態で使えるとは一言では言えないのですが、交換用の液晶パネルはAMAZONで売られているので一度調べることをオススメします。交換手順もさほど難しくはありません。(←自分はまだ未経験です!)
 |
| 写真はNOVA公式HPから跳ぶ購入先「Alibaba.com」です。37$ほどで売られています。 使用頻度の高いユーザーは手元に一つあっても良いかもしれません。 |
いかがだったでしょうか?
自分はまだ加工ミスや経験値が少ないので今回の記事は「一般的な導入編」となりましたが、今後は技術情報、プログラミング、トラブル情報、レジンインプレや製品紹介をお届けしてまいります。
それでは。 À bientôt ! あ びあんとぅ!
コメント
コメントを投稿